Vous n'êtes pas identifié(e).
- Contributions : Récentes | Sans réponse
Annonce
 Pour ajouter une image dans un message, c'est là!
Pour ajouter une image dans un message, c'est là!#1 19:35:51
- celcius
- CDD

- Inscription :
- Messages : 292
Coulage de micro LS , section très fine ...?
Bonsoir .
Les LS qui on des queues fines à très fines , sont assez difficile à couler...
Surtout si on les coule part la tète . Part le dos , là c'est plus réalisable .
En vrac , les petit shad , tiny fry( rocky fry ) , wobble tail etc ...
à part l'injection , je ne vois pas !
Y en a t il qui ont trouver une solution ?
Dernière modification par celcius ( 12:53:53)
Hors ligne
#2 09:03:59
- viking
- CDD

- Lieu : country of pastis
- Inscription :
- Messages : 288
Re : Coulage de micro LS , section très fine ...?
Salut celcius,
Des petits trous, des petits trous, toujours des petits trous...
Pour les moules plâtre, percer petit diamètre (1mm) à l'endroit adéquate.
Pour les moule en silicone, disposer des fils de téléphone comme sur une poupées vaudou avant de couler le RTV.
Voici mon plus petit shad 35mm:

Tiny fry,c'est un PN. wobtail?
à plus.
Essais des proootoootypeeeeees......!!!
Hors ligne
#3 12:52:43
- celcius
- CDD
- Inscription :
- Messages : 292
Re : Coulage de micro LS , section très fine ...?
Salut Viking .
Oui c'est dans l'idée , ton petit shad 35mm :-)
Donc des évents des évents et encore des évents , c'est bien ça ?
Oups , c'est ROCKY FLY ( vib-tail ) de Mégabass que je voulais mettre ...
Le wobble tail , c'est un petit ls de river2sea , avec une micro queue de shad :
Celui-là il est cylindrique , à couler par la tète donc , alors est ce que des petits trous pourraient permetre au pvc de couler jusqu'à la queue ...?
Dernière modification par celcius ( 12:52:55)
Hors ligne
#4 13:50:22
- viking
- CDD
- Lieu : country of pastis
- Inscription :
- Messages : 288
Re : Coulage de micro LS , section très fine ...?

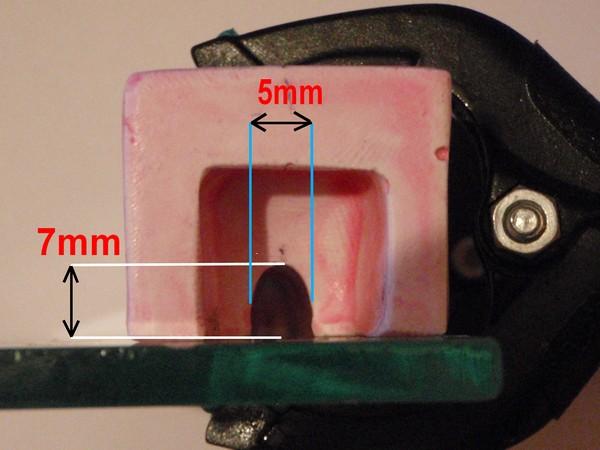
ça dépend de la dimension(longueur,diamètre) de la partie entre les traits bleue.
Faire les trous comme indiqué en noir.
en soft, ça passera.
en standard, ça devrait passer.
Pour du rigide, le mieux, c'est d' aggrandir cette portion sur le master (en vert).
Une fois le tirage effectué des leurres, un coup de ciseau pour enlever la partie verte.
à plus
Essais des proootoootypeeeeees......!!!
Hors ligne
#5 15:25:21
- Fred85/56
- CDD

- Inscription :
- Messages : 255
Re : Coulage de micro LS , section très fine ...?
Pour les évents dans le RTV, tu peux les faire après polymérisation avec une mêche très fine, ça fonctionne bien et c'est moin spénible pour la mise en place avant le coulage du RTV.
Hors ligne
#6 16:12:26
- celcius
- CDD
- Inscription :
- Messages : 292
Re : Coulage de micro LS , section très fine ...?
L'mage est quasiment à l'échelle 1 .
La partie verte fait 18 / 20 mm .
et le diam : au plus fin est de : 1.9 à 2 mm ça commence à faire fin ...
Agrandir la partie verte , oui c'est une solution que j'envisageais ... mais si je pouvais respecter la forme du master , c'est bien la le pb ...
En soft le problème est moins grand , or c'est plutot vers les rigides ( et plus ? ) que je m'orientes , pour avoir plus de vibration .
Pour les trous que tous les 2 vous me conseiller , sur un moule en double coque par ex , ce serait sur le plan de joint oubien en traversant l'épaisseur du moule ?? Ou les deux ?
Fred , quel diam , les forets , j'ai du 1 mm je crois . Est ce que ça serait pas trop grand , je veus dire dans le cas ou les évents seraient traversant l'épaisseur du moule , n'y a t il pas le risque de voir le pvc boucher ces évents , si il sont trop grand ?
PS , Viking , comment fais tu tes illustrations sur l'image ? c'est bien pratique :-)
Dernière modification par celcius ( 16:15:45)
Hors ligne
#7 18:54:19
- viking
- CDD
- Lieu : country of pastis
- Inscription :
- Messages : 288
Re : Coulage de micro LS , section très fine ...?
Pour les illustrations, j'utilise photophiltre, c'est un logiciel gratuit.
Ah oui, 2mm sur 20mm, ça va être dur.
Pour les trous, je traverse le moule(aussi non la caudale n'aura pas une forme correcte) et tu peux faire un évent suplémentaire sur le plan de coupe.
Essais des proootoootypeeeeees......!!!
Hors ligne
#8 23:29:31
- celcius
- CDD
- Inscription :
- Messages : 292
Re : Coulage de micro LS , section très fine ...?
Ok et tes évents ne se bouches jamais ? Car cela doit arriver , et pour les déboucher !!!
Quel diamètre les petits trous alors ?
Photophiltre ...mh je vais voire cela , merci ;-)
Dernière modification par celcius ( 23:30:33)
Hors ligne
#9 23:52:27
- Fred85/56
- CDD
- Inscription :
- Messages : 255
Re : Coulage de micro LS , section très fine ...?
Pour les évents, j'ai pris le pkus petit diamètre que j'avais. Je ne sais pas si c'est 1mm ou 1.5mm.
Je les fait plutôt "inclinés vers le haut" (par rapport au cône de coulée) mais surtout au pifomètre.
Pas eu de pb de boucghage pour l'instant.
Hors ligne
#10 03:21:39
- celcius
- CDD
- Inscription :
- Messages : 292
Re : Coulage de micro LS , section très fine ...?
Ok ok .
Je viens de percer un moule platre xlayus , j'ai pris des forets de 1 mm ... et j'ai vernis tous ça .... on verra si ça se bouche... c'est un cas différent mais ce moule avait besoin d'évent et c'est l'occase de tester ...
demain coulage et résultats .
Hors ligne
#11 09:09:46
- Fred85/56
- CDD
- Inscription :
- Messages : 255
Re : Coulage de micro LS , section très fine ...?
Mais tu ne dors donc jamais Celcius ?!?
C'est très bien en tout cas de se faire la main sur qqs vieux moules.
Hors ligne
#12 11:19:53
- jojo02
- Banni(e)
Re : Coulage de micro LS , section très fine ...?
Salut
Pour moi la solution pour réussir les sections très fines est de chauffer le moule
pas trop pour ne pas bruler le pastisol et biensur de placer des évents car l'air
doit s'échapper .
le moule est en aluminium .
Voici un exemple de Grub de 10cm la queue fait 60mm et 1,5mm d'epaisseur
ce qui est très fin , rassurez vous je n'ai pas réussi du premier coup
mais plus c'est fin et mieux ça nage en restant dans la limite du raisonnable .

@+Jojo
Dernière modification par jojo02 ( 11:21:17)
#13 12:18:18
- Mikado
- Plastinull

- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Coulage de micro LS , section très fine ...?
Peux-tu repérer la position de chaque évent sur ton grub?

Hors ligne
#14 12:44:39
- jojo02
- Banni(e)
Re : Coulage de micro LS , section très fine ...?
Salut
Biensur voici une photo avec la position des évents , un dégagement de niveau de 0,25mm
a été fait à une distance de 5mm autour de l'empreinte ce qui permet d'avoir des évents
de faible longueur , il vaut mieux que l'évent soit le plus court possible ,
sue ce modèle il y a 5 évents de dia 1,5mm , 3 pour la queue et 2 pour le corps et cela
s'avère suffisant :

@+Jojo
#15 23:46:49
- celcius
- CDD
- Inscription :
- Messages : 292
Re : Coulage de micro LS , section très fine ...?
Bonsoir .
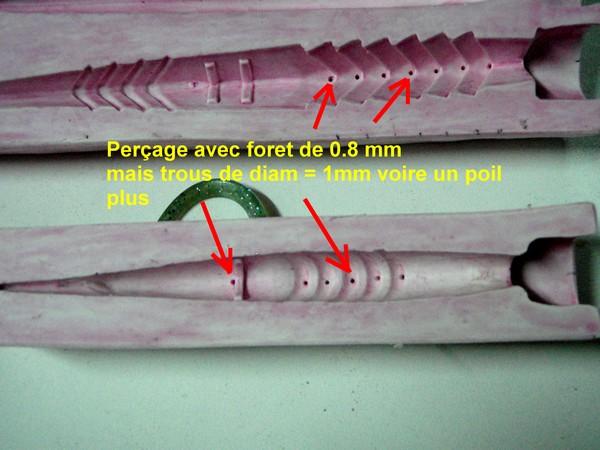
Et bien , j'ai donc percer mes moules platre pour réaliser des évents .
Sur ces moules , en coulage verticale, le pb était que le pvc n'allait pas partout , du aux bulles d'air qui restaient coincées ...
--> Solution : des évents , ici perpendiculaires au plan de joint .Assez galère de percer après coup dans le platre , si on veut pas tous traverser et defoncer !!!
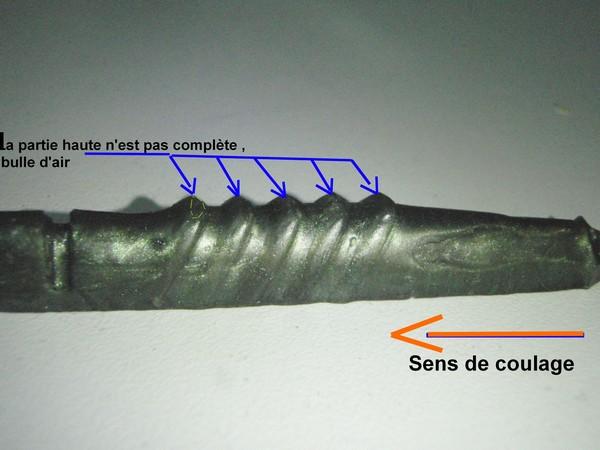
Cependant sur l'autre LS ;bizarrement , il y a deux parties qui ne se coulent pas , malgrés les évents ...?
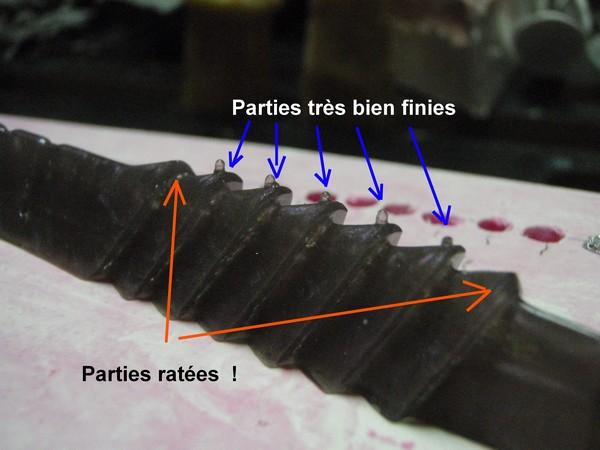
Je vais voire au niveau des évents , si je peus améliorer cela ...
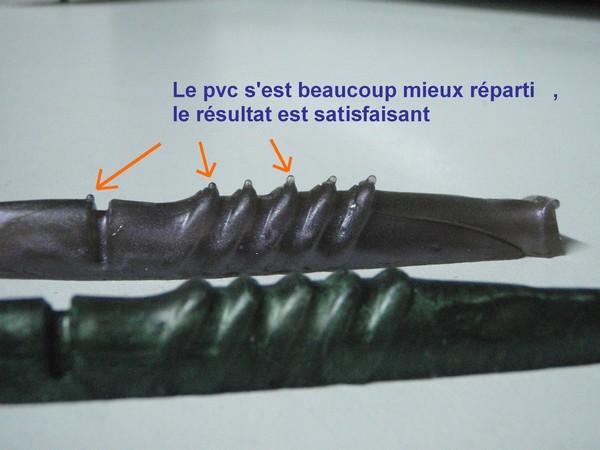
Conclusion , c'est donc très efficace , et cela pourra bien aider au coulage de LS très fin .. à poursuivre donc :-)
Hors ligne
#16 11:01:35
- viking
- CDD
- Lieu : country of pastis
- Inscription :
- Messages : 288
Re : Coulage de micro LS , section très fine ...?
Salut celcius,
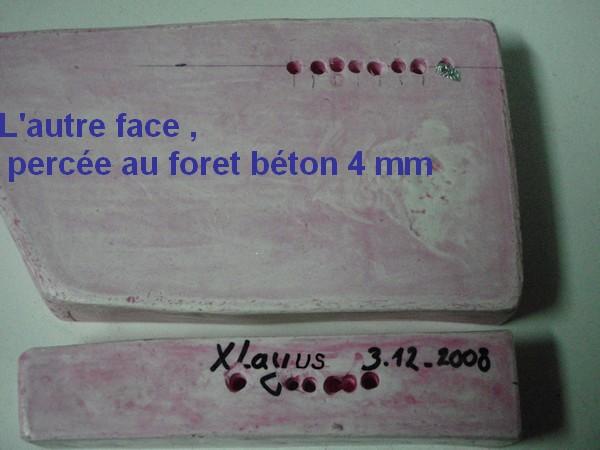
Je vois que toi aussi tu te perds dans tes moules car tu les dates, je crois que je vais faire pareil, c'est le bordel.
C'est plus facile de faire les trous lors du démoulage, le plâtre est encore frais.
Un truc tout bête, as-tu vérifié s'ils n'étaient pas bouchés par le vernis.
Essais des proootoootypeeeeees......!!!
Hors ligne
#17 12:45:14
- celcius
- CDD
- Inscription :
- Messages : 292
Re : Coulage de micro LS , section très fine ...?
Salut Viking .
Et non ils sont pas bouchés !!! C'est bien le problème !!
Ils sont opérationels , et mème d'un diam un poil plus grand que les autres et pourtant , le plastisol est bloquer par une bulle .
Mystère ....
...sinon ,oui , ça commence à en faire des moules , avec les TP ... va faloir organiser !
Dernière modification par celcius ( 16:19:56)
Hors ligne
#18 18:33:21
- olive49
- Membre
- Inscription :
- Messages : 136
Re : Coulage de micro LS , section très fine ...?
Bonjour celcius,
1-essaies de faire des cônes de coulées plus grands et surtout plus plastileuredinamyques ??!!!
cela t'éviteras de te poser la question des évents (au moins pour les xlayers).
2-si tu mets comme dans les originaux un rattle, coules les en 2 fois (et même si tu n'en mets pas, et c'est aussi valable pour tous les leurres à dos plat : finesse, slug...).
3-ceci est valable pour du rtv comme pour du plâtre.
A+
olive
Dernière modification par olive49 ( 18:37:37)
Hors ligne
#19 20:50:35
- celcius
- CDD
- Inscription :
- Messages : 292
Re : Coulage de micro LS , section très fine ...?
Bonsoir olive49 .
Faire des cones plus grand , oui quand c'est possible , mais il faut que je respecte la forme du LS , et certains sont étroits .ce qui complique le coulage par la tète ...,
Et pour le cone de coulée , dès que le fil de plastisol liquide coule ailleurs que par l'orifice , ( c'est du rigide ou super rigide ) ça se bouche et c'est raté . Il me faut couler par le centre , et bien viser ....

J'ai aussi fais des cones de coulé plus plastileuredinamyques ( :-) , mais ça se bouchait quand mème si le diam de l'ouverture est vraiment petit et/ou plastileur rigide
Par contre avec ceux que je fais dernièrement ( images plus haut ) ils sont cubique au lieux de conique , donc le volume est supérieur et ça c'est bien pour maintenir liquide plus longtemps cette partie là .
Hors ligne
#20 22:01:12
- olive49
- Membre
- Inscription :
- Messages : 136
Re : Coulage de micro LS , section très fine ...?
ton cône de coulée doit être "conique" et non cubique.
utilise une plaque de métal plutôt qu'une plaque de verre (conduction de la chaleur), le verre reste un isolant thermique pas top mais l'est quand même. l'aluminium est parfait (pour ma part, j'utilise de l'alu en 2 mm). la première coulée est généralement ratée mais après pas de souci une fois la plaque en température.
une astuce : couler par le nez n'est pas obligatoire si tu veux garder la forme de la tête.
ne fais pas de cône de coulée par le nez (ne fais aucun cône d'ailleurs), positionne ta plaque sur ton moule et laisse un espace ouvert d'un cm à l'avant de ton leurre pour la coulée, une fois froid, utilises ta paire de ciseaux pur enlever le surplus sur le dos.
Hors ligne
#21 23:36:50
- celcius
- CDD
- Inscription :
- Messages : 292
Re : Coulage de micro LS , section très fine ...?
"" et laisse un espace ouvert d'un cm à l'avant de ton leurre pour la coulée, une fois froid, utilises ta paire de ciseaux pur enlever le surplus sur le dos. ""
--> oui , j'envisage aussi ce type de coulage , pour avoir des tètes de LS de sections fines ( pèches en weightless etc ) mais à priori pour des moules à une empreinte ( ? ) pour des moules à plusieurs empreintes , je me tate encore ... J'ai encore des questions non résolues ...
Le verre un isolant th par rapport au métal , oui , et justement , ça limite le refroidissement trop rapide du plastisol , ce qui m'arrange bien .
Pour les cones de coulées coniques , j'en ai sur mes 1er moules ,dans mon cas ça n'arrange pas mes affaires .
Ici pour illustrer la problématique du sujet du post , qui est "comment couler des LS ayant des parties fines ", j'ai pris à l'arrache pour exemple ces moules dont le cone de coulée est en tète ;
et mème si ces LS pourraient se couler par le dos , ou encore avec ta solution ( plus haut en tète de mon post ) j'ai en tète des formes de LS cylindrique par exemple , dont la tète serait de section fine , et qui aurait des appendices petits et fins ( petite queue de chad , antennes , nageoires , ou toutes sortes de lamelles genre le sidus de molix , certain kamagotchi etc ... ou mème le grub de jojo ; mais avec un moule platre ou silicone )
Alors là , dans ces conditions précises , on atteind les limites de faisabilité en coulage verticale ( au départ je mettais l'injection à part ,à priori )
Et donc pour l'instant ,comme solution , les évents améliorent de beaucoup les résultats . Sinon bien sur , le préchauffage du moule serait très bien , mais surtout pour ceux en alu !
..Ah oui , heureusement , je n'envisage pas les rattles , ( pour l'instant ) :-)
Dernière modification par celcius ( 23:39:24)
Hors ligne