Vous n'êtes pas identifié(e).
- Contributions : Récentes | Sans réponse
Annonce
 Pour ajouter une image dans un message, c'est là!
Pour ajouter une image dans un message, c'est là!Pages : 1
#1 11:16:47
- Mikado
- Plastinull

- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Fabriquer une queue de grub
Il faut absolument que je fabrique des queues de grub comme celle-ci.

Comment dois-je procéder pour fabriquer le moule?

Hors ligne
#2 19:06:48
- olive49
- Membre
- Inscription :
- Messages : 136
Re : Fabriquer une queue de grub
Salut Mikado,
La technique utilisée dans les moules pour virgules de la boutique ne conviendrait t-elle pas ?
Hors ligne
#3 21:10:44
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
La technique conviendrait mais la question est "comment fabriquer ce moule en epoxy ?".
Hors ligne
#4 23:43:08
- olive49
- Membre
- Inscription :
- Messages : 136
Re : Fabriquer une queue de grub
Je pense qu'il est possible d'utiliser du mastic epoxy bi-composant, ça se travaille comme du platre avec un séchage beaucoup plus rapide.
Ne pas oublier de graisser et non huiler, ta matrice ainsi que ton grub sinon tu ne pourras plus les démouler.
ça résiste à 150°
Il y a une société pour laquelle j'ai travaillé il y a un peu plus de 15 ans qui distribue ce produit :
http://www.celtique-industrielle.fr/pro … produit=51
Je ne peux pas te dire ni le prix ni les quantités mais je suis persuadé qu'il est possible de trouver ce genre de produit au détail dans une quincallerie industrielle et non pas chez ler.. mer...
Hors ligne
#5 00:05:26
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
Merci pour l'info! la grande difficulté viendra sûrement de la très faible épaisseur de la queue (1,5 mm !). Je ne suis pas sorti de l'auberge.
Hors ligne
#6 09:05:10
- olive49
- Membre
- Inscription :
- Messages : 136
Re : Fabriquer une queue de grub
Tu veux fabriquer juste la queue ou le grub en entier ?
Est-il possible d'avoir une photo en plus haute définition du moule de la boutique par mp ?
Merci.
Hors ligne
#7 10:10:28
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
Je veux fabriquer seulement la queue que je thermosouderais ensuite à une extrémité d'un Fat Ika.
Je viens de t'envoyer la photo.
Hors ligne
#8 19:10:10
- olive49
- Membre
- Inscription :
- Messages : 136
Re : Fabriquer une queue de grub
Merci Mikado, maintenant je suis obligé de me mettre à fabriquer mes grubs.
J'envisage la technique suivante :
Double moule en rtv pour le corps.
Simple moule en epoxy pour la queue (besoin d'une surface dure).
Pour le moule en epoxy, l'empreinte sera constitué du corps à un peu plus de la moitié de son épaisseur, et de la queue.
Avant la fabrication de chaque queue, le corps devra être disposé dans son logement.
De cette façon le corps devrait être soudé à la queue lors du coulage de cette dernière
Comme le risque de trop plein au moment du coulage de la queue est pratiquement assuré, je pense lisser le plastileurre chaud de la queue avec une spatule pas trop agressive pour l'epoxy(en nylon pour la cuisine).
Je pense que ça devrait aller même si l'ébarbage rique d'être fastidieux.
Hors ligne
#9 21:42:29
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
Bonne idée mais ça va être hard au niveau du raccordement entre le corps du leurre et la queue, photo à l'appui.
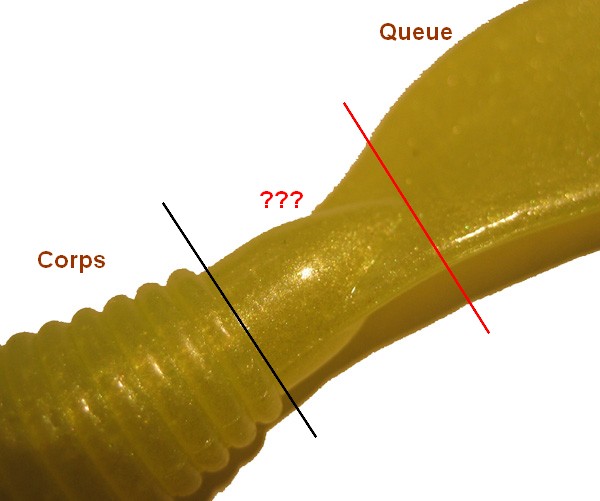
Entre le trait noir qui matérialise la fin du corps et le trait rouge qui indique le début de la faucille, se trouve une zone de raccordement. Tu remarqueras que cette partie est cylindrique et qu'elle se termine en pointe vers la queue. A mon avis c'est cette partie qui va poser problème.
Qu'en penses-tu? (les autres peuvent aussi donner leurs points de vue).
Hors ligne
#10 01:41:17
- olive49
- Membre
- Inscription :
- Messages : 136
Re : Fabriquer une queue de grub
 Pour connaître le point de rupture d'une queue, je viens de torturer 3 grubs de chez GY.
Pour connaître le point de rupture d'une queue, je viens de torturer 3 grubs de chez GY.
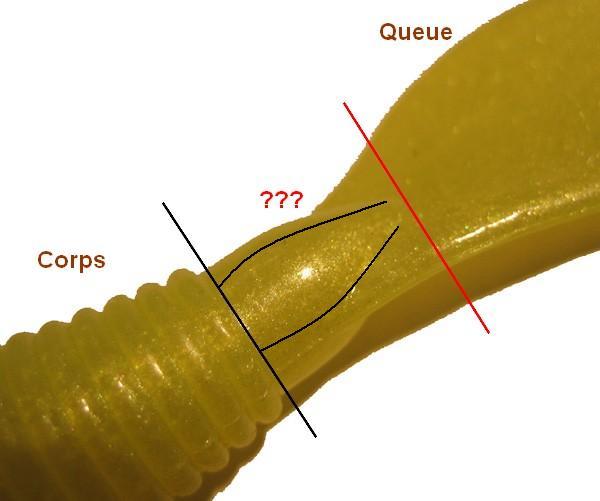
Tous ont cédés à l'endroit exact de ton trait rouge, c'est à dire un peu après la partie cylindrique.
Pour résoudre notre problème de coulée, une solution serait de retailler un peu les cotés de la partie cylindrique pour obtenir une surface de contact plus importante.
Au niveau solidité, reste à tester.
J'avais bien pensé au début faire un moule double pour fabriquer le grub en une fois, mais avec une épaisseur de 1,5 mm pour la queue et un coulage à la main , je suis sceptique.
Dernière modification par olive49 ( 01:43:49)
Hors ligne
#11 10:20:20
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
...une solution serait de retailler un peu les cotés de la partie cylindrique...
Tu veux retailler selon les marques obliques de ton dessin?
...avec une épaisseur de 1,5 mm pour la queue et un coulage à la main , je suis sceptique.
Moi aussi! il faudrait probablement un injecteur pour faire du travail propre.
Yvan, Bebel et les autres, vous n'avez pas d'avis?
Hors ligne
#12 11:53:46
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
A propos d'un moule à grub en alu en 2 parties, le vendeur conseille ceci :
La meilleure façon de remplir ce moule est d'abord de remplir la queue quand le moule est séparé, réunir ensuite les 2 parties du moule et verser par la tête.
Hors ligne
#13 14:20:12
- olive49
- Membre
- Inscription :
- Messages : 136
Re : Fabriquer une queue de grub
Les retravailler juste pour que la queue ait plus de contact avec la partie cylindrique, mais bon on est parti dans une usine à gaz.
Ton dernier post est plus constructif
Principe de la gaufre, pourquoi pas !
Je pensais à une autre méthode plus hard.
couler juste ce qu'il faut pour la queue, un coup de compresseur pour pousser le plastileurre au fond du moule ???
N'y at-il personne d'autre sur ce post ?
Toutes les idées même incongrues sont interessantes, because si vous ne vous en êtes pas rendu compte, Mikado et moi : on rame...
Hors ligne
#14 15:42:43
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
...un coup de compresseur pour pousser le plastileurre au fond du moule...
Sacrebleu! faudra être plusieurs pour tenir le moule ![]() sinon il va décoller à la vitesse grand V ! là on est plus dans les grubs, on est dans les projectiles
sinon il va décoller à la vitesse grand V ! là on est plus dans les grubs, on est dans les projectiles ![]()
Hors ligne
#15 19:52:09
- olive49
- Membre
- Inscription :
- Messages : 136
Re : Fabriquer une queue de grub
un leurre c'est fait pour être lancé, non ?
Hors ligne
#16 21:01:19
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
Oui mais s'il faut amener le compresseur au bord de l'eau...
Hors ligne
#17 11:40:26
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
Je viens de demander à un fabricant de moules en alu de me fabriquer un moule à Fat Ika avec curl tail. Réponse, OK avec un prix de $100 pour un moule à 4 cavités !
Bon je vais continuer à essayer de me le faire ce moule en RTV...
Hors ligne
#18 19:47:19
- protoleurre
- Stagiaire
- Inscription :
- Messages : 5
Re : Fabriquer une queue de grub
bonjour
ne pense meme pas au compresseur il suffir de faire un moule avec deux canaux pour la couler.
enfin juste une proposition
JM
Hors ligne
#19 20:46:00
- Mikado
- Plastinull
- Lieu : Toulouse
- Inscription :
- Messages : 2 741
Re : Fabriquer une queue de grub
Tu l'as déjà fait?
Hors ligne
#20 21:01:08
- protoleurre
- Stagiaire
- Inscription :
- Messages : 5
Re : Fabriquer une queue de grub
je vais demouler la 1 er partie du moule demain et recouler la 2 eme.
puis a la reception de plastileurre je coule on vera bien .
tofo demain soir de la 1 er partie pour explique le fontionnement
alu
Hors ligne
#21 13:35:05
- rico.29
- Membre
- Inscription :
- Messages : 35
Re : Fabriquer une queue de grub
je pense pas que ce soit très compliqué, suffit de couper la "tail", y compris le cône cylindrique, après
soit on la place sur un rectangle de pate à modeler, le plus dur étant qu'elle garde une bonne position et qu'elle soit dans le même plan,
soit on l'épingle à la manière d'un papillon, là aussi le plus dur étant qu'elle soit plane et après un petit coup de plasticine.
pour le moule on peut même utiliser du plâtre+une couche de vernis PU.
le plus important, quel que soit le type de matériau du moule, est de faire un grand cône de coulée, comme ça le plastisol aura plus de chance d'aller jusqu'au bout du moule, plus y'aura de volume dans le cône de coulée, mieux ça marchera.
un des premiers moule en 2 parties que j'ai fait c'était justement un double grub, et avec un grand cône de couler j'ai pas eu de problème, les leurres sortaient nickel.
Dernière modification par rico.29 ( 13:37:44)
Hors ligne
#22 17:47:55
- protoleurre
- Stagiaire
- Inscription :
- Messages : 5
Re : Fabriquer une queue de grub
voila pour le moule a double canal .
essai a la reception du plastileurre.
je ne pence pas qu il va y avoir de blem remplissage par le canal bas pour la queue puis pate a modeler pour boucher le canal ,apres remplissage mormalement par le haut du corps.
dim des leurres 270 mm diametre 20 pour le corps epaisseur de la queue 3 mm .
demi moule avec maquette

@+
Hors ligne
#23 18:40:56
- Fred85/56
- CDD

- Inscription :
- Messages : 255
Re : Fabriquer une queue de grub
Et bien, tu assures carrément pour quelqu'un qui commence dans la fabrication ! Tu dois avoir des antécédents de bon bricoleur je présume. En tout cas, félicitations pour tes réalisations : les moules sont très propres et les leurres aussi !
Fred.
Hors ligne
#24 21:22:44
- viking
- CDD

- Lieu : country of pastis
- Inscription :
- Messages : 288
Re : Fabriquer une queue de grub
Bonsoir,
De bien belles virgules,tu risque de croiser de gros matous(silure)
Simple et efficace.
Dommage que le carnassier soit fermé,tu aurais pu nous dire tes impressions sur la nage de cette grosse virgule.
Essais des proootoootypeeeeees......!!!
Hors ligne
Pages : 1